Recent progress in the production of low carbon intensive drop-in fuels
This IEA Bioenergy Task 39 report provides an update of previous work* and describes progress in the commercialization of stand-alone refineries and the increased adoption of co-processing by refineries. The past Task 39 reports described the broad concepts of drop-in biofuels and the potential to co-process lipids and biocrudes in the hydrotreater or fluid catalytic cracker. The most recent report highlighted some of the challenges that were anticipated when inserting biogenic feedstock in existing refineries. In work described here, with more operational information now available, the problems and the various solutions that have been developed are described, particularly how the biogenic content co-processed fuels might be determined and the challenge in following the “green molecules” in a refinery.
Key conclusions:
The production and use of drop-in biofuels will be essential if the world is to meet its carbon reduction targets. Hard-to-decarbonise sectors such as aviation and marine will need lower carbon intensive (CI) fuels. However, the production of lower-carbon-intensive (CI) fuels must rapidly increase if targets, such as those outlined in COP26, are to be met.
- Development of drop-in biofuels has been slow and only limited volumes are currently available. The only fully commercial process that is currently used to produce drop-in biofuels is via the hydrotreatment of lipids, using the oleochemical pathway (hydrotreated vegetable oils, HVO, or hydrotreated esters and fatty acids, HEFA).
- However, other drop-in biofuel technologies are moving towards commercialisation, with many facilities under construction or planned.
Co-processing biogenic feedstocks (lipids, biocrudes, etc.) within existing petroleum refineries can provide an alternative, fast and effective way to rapidly increase the volumes of drop-in, lower carbon-intensive fuels.
- Two main feedstocks can be used for co-processing: lipids (fats, oils and greases (FOG’s)) and biomass derived biocrudes produced via technologies such as fast pyrolysis and hydrothermal liquefaction. The most likely insertion points of these feedstocks within refineries will be at the hydrotreater or the fluid catalytic cracker (FCC), depending on the desired products and risk mitigation.
- Lipids are currently co-processed at a commercial scale in various locations around the world. This will likely expand as lipids are relatively easy to upgrade. In the longer term, feedstock availability, cost and sustainability will place a limitation on the growth lipid co-processing. Thus, it is likely that, biocrude liquid intermediates will become significant co-processing feedstocks.
- However, co-processing biogenic feedstocks in a refinery poses some risks for the refiner in terms of operational challenges, fuel quality issues, corrosion of metallurgy, inactivation of catalysts, increased hydrogen demand, etc. Risk mitigation requires an understanding of the potential impacts of biogenic feeds and the steps that need to be taken to reduce and overcome risks. At this time, several companies are developing technologies to facilitate co-processing while mitigating associated risks. These include reactor modification, the use of pretreatment processes and guard beds, dedicated catalysts, upgraded metallurgy, etc.
- Commercial experience has indicated that co-processing lipids at low ratios (e.g. 5%) has a relatively minor impact on refinery operations and the associated risks can be managed with limited investment in new and modified infrastructure. However, as co-processing ratios increase, as demonstrated by companies such as PREEM, it is likely that much greater investment will be required and more extensive refinery modifications will be needed.
- Although some infrastructure and operational modifications will be required to facilitate co-processing at an existing refinery, the cost is likely to be significantly lower than building dedicated standalone biorefinery. However, the cost will be influenced by the type of feedstock, the insertion point, the blend ratio, etc. It should be noted that biocrudes are complex, variable and distinct from lipids and it is very likely that more extensive steps will be required to mitigate refinery risk with biocrude characteristics such as the oxygen content, TAN, etc., all influencing the ease of co-processing.
- Co-processing can allow petroleum refineries to produce lower carbon-intensive fuels to more readily meet policy obligations while earning credits. It also provides refineries with the opportunity to meet longer-term climate commitments.
Co-processing has the potential to produce large volumes of drop-in, lower-CI fuels but will require significant volumes of biogenic feedstocks.
- If a 10% blend was currently inserted in the FCCs, hydrotreaters and hydrocrackers of the world’s refineries, a total of 6.04 million barrels per day (~ 350 billion litres per year) of biogenic feedstocks would be required.
The methods used to track the biogenic content (green molecules) of coprocessed fuels need to be refined.
- Better tracking of the “green molecules” (biogenic content) in the finished fuels is needed, to determine the impact of co-processing on the carbon intensity of the final fuels, overall emission reductions and to better quantify any credits refiners might receive from enabling policies.
- Although the quantification of the carbon intensity of feedstocks is relatively wellestablished, the life cycle assessment (LCA) of the co-processed fuels is more complex. Typically, life cycle analysis is not carried out for the whole refinery, but rather only for the processing unit where the co-processing takes place. Although for the case of insertion at the hydrotreating units, the LCA can be relatively straight-forward, when coprocessing at the fluid catalytic cracker, the situation is significantly more complex.
- Although carbon 14 measurements are considered to be the “gold standard” way of determining renewable carbon content, this assessment requires expensive equipment, skilled technicians, etc., and is usually done offsite. As it only provides a percentage renewable content, an accurate mass balance for the processing unit is still necessary.
- The carbon 14 method has been successfully used by companies that are co-processing lipids in a hydrotreater. However, at low biofeed concentrations, the carbon 14 (ASTM D6866) method has a high uncertainty. It is likely that carbon 14 measurements when coprocessing biogenic feeds in an FCC will be more challenging.
- Other methods, such as the mass balance based on observed yields, (also known as the step-change mass balance method), can be used to assess the effectiveness of co- processing compared to fossil feedstock baseline. Although this method is cheaper and easier for refiners to carry out using existing equipment, it has several shortcomings such as the need for a stable baseline and an accurate closure of the mass balance. It also assumes that no interaction occurs between fossil and biogenic molecules.
- One of the biggest challenges in using this method is establishing a stable baseline. Refinery operations vary due to changes in the crude oil feedstock, refinery targets, seasonal variabilities, emergency shutdowns, etc. These variations can be more significant than the influence of co-processing biogenic feedstocks at low percentages. Flow meters may also be subject to error which make it difficult to establish a baseline and subsequent determination of changes resulting from co-processing at low blends.
- When co-processing at low blend ratios (5%) at the FCC, the baseline “noise” made it difficult to distinguish any changes associated with co-processing biogenic feedstocks. Forced closure of the mass balance resulted in high standard deviations which affected the accuracy of measurement. However, a combination of methods, with periodic C14 measurements, was successfully used to track the green molecules after co-processing at the FCC.
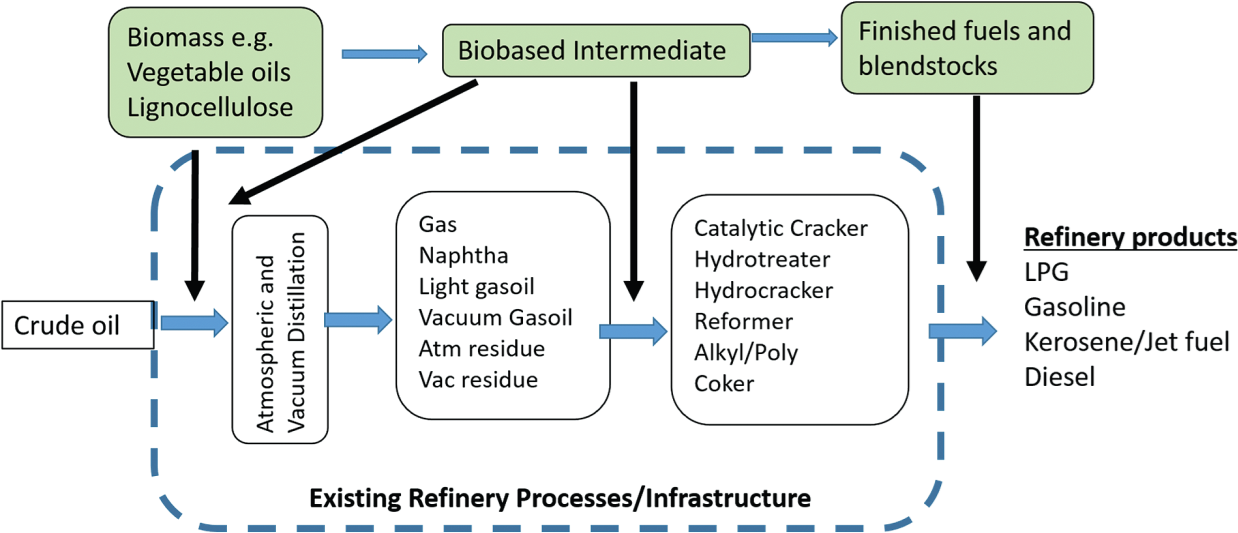
Figure: Potential refinery insertion points for bio-intermediates (based on Holladay, 2014)